|
经过多年的积累和沉淀,格力的精密模具在仿真、设计、加工等领域掌握了深厚的制造经验和先进的加工能力,形成了一套完整的“注塑模具设计制造体系”。
3D打印技术
利用格力强大的工业设备和技术能力,引进行业最先进的3D打印技术:SLA/SLS/DMLS,尤其行业罕有的金属3D打印技术DMLS,对各类金属、非金属零部件进行机械加工和压铸、塑胶、冲压等加工处理。
3D打印技术之SLA
光固化成型法是最早出现的快速原型制造工艺,成熟度高,由CAD数字模型直接制成原型,加工速度40~60CM3/H,产品生产周期短,无需切削工具与模具。主要用于加工结构外形复杂或使用传统手段难于成型的原型和模具。在降低错误修复成本的同时使CAD数字模型更加直观,可联机操作,可远程控制,利于生产的自动化。
3D打印技术之SLS
“选择性激光烧结(SLS)”是最古老的3D打印技术之一。 它使用激光作为能量源来烧结粉末材料以制造出实体模型。与其他增材制造技术,如熔融沉积成型(FDM)不同,SLS不需要支撑结构,并且生成的部件具有更为精细的细节。加工速度9 ~16MM/H,具有高强度、高精度的特点。
3D打印技术之DMLS
直接金属激光烧结成型技术(Direct Metal Laser-Sintering,缩写DMLS)是3D打印技术领域王冠上的明珠。该技术使用高能量的激光熔融金属粉末沉积,烧结固化粉末金属材料并自动地层层堆叠,以生成致密的几何形状的实体零件。结构件致密度可达99%以上,接近锻造的材料胚体,避免了采用铣削和放电加工,为设计提供了更宽的自由度。
应用实例(一)
模具镶件,采用嫁接方式:下面部分为CNC加工,上面部分为3D打印。节省零件成本,同时缩短加工周期。
应用实例(二)
轴流风叶模具型芯优化水路采用3D打印,冷却效果优于原铍铜型芯,型芯硬度HRC48 °,寿命超12万啤以上(铍铜仅为2万)
RHCM蒸汽高光技术
“蒸汽无痕高光注塑” 又被称为 RHCM,是成型技术的一种,主要运用蒸汽将模具表面快速升温,令成型模腔表面温度达到树脂塑料的玻璃转移温度(Tg – Glass Transition Temperature)以上,然后开始进行射出成型,当完成模腔填充过程后,立即利用水(经处理)作为冷却媒体使模具表面温度急速下降,从而改变塑料产品表面特性。RHCM注塑成型技术与传统注塑成型工艺相比,能大大改善产品表面光泽度,解决产品表面熔接痕问题。
应用实例(一)
技术特点:黑色、棕色产品,无熔接线,表面颜色均匀且黑色通透、光泽
应用实例(二)
技术特点:最大产品:1700mmX600mm,2.5~2.8mm厚,显示区域局部减薄到1.2~1.4mm,高光解决表面熔接线、同时实现局部超薄区域的填充和外观。
双色·气辅·电镀技术
在注塑模具领域,掌握了极冷极热技术,实现高光无流痕注塑。并且采用了行业领先的注塑模具连杆组件的模内装备技术以及电镀与非电镀一体化技术,实现注塑件无缝衔接,无需后装配,确保效果和安装强度。
A.双色注塑+组合电镀:
ABS+PC双色成型;一起电镀。
采用热流道时序控制熔接线。
电镀与非电镀一体化,无缝衔接,无需后装配,确保效果和安装强度。
B.气辅+电镀:
模具2300mm长,零件1700mm控制变形1.5mm内;
电镀面是3/4圆面,12mm厚,利用气辅技术控制电镀面饱满度。
电镀面位于分型面上,模具定位精度控制及二次处理。
C.光学仿电镀技术:
大型双色成型
具有光学结构,通过光折射实现电镀效果。
环保无污染
仿真技术
采用行业前端的anasys、moldflow等仿真软件,制定针对产品强度、多体动力学、冲击跌落、热流体、模态等方面的分析,提供从产品设计、结构优化、工艺分析、生产、装配到产品测试的全流程解决方案及服务实施。
来源:网络
|
本帖子中包含更多资源
您需要 登录 才可以下载或查看,没有帐号?立即注册


x
|
|
|
|
|
|
|
|
 |倒序浏览
|倒序浏览


 0 15940
0 15940
 PP [聚丙烯] - 塑胶产品3D打印材料介绍
PP [聚丙烯] - 塑胶产品3D打印材料介绍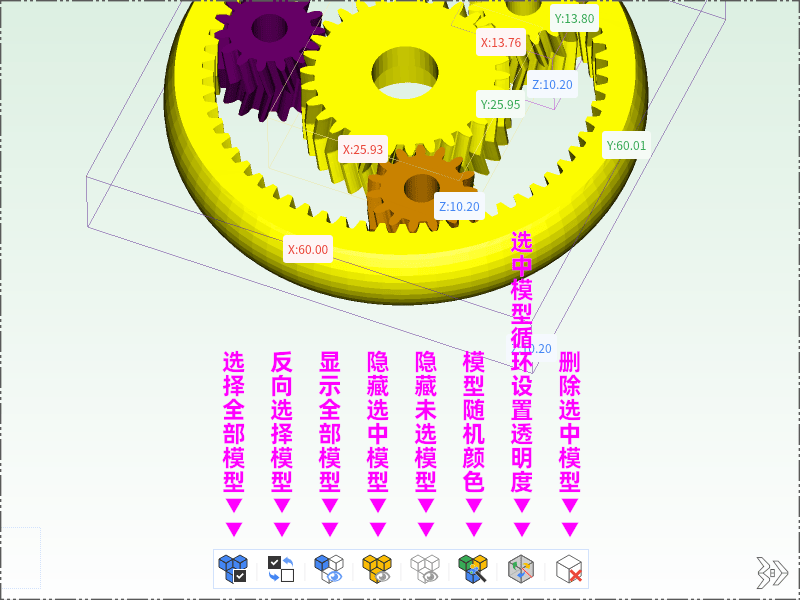 【电脑版】创想智造·免费在线STP文件
【电脑版】创想智造·免费在线STP文件 【手机版】创想智造·免费在线STP文件
【手机版】创想智造·免费在线STP文件 创想智造618·3D打印优惠活动
创想智造618·3D打印优惠活动 AX1800京东云无线宝无线路由器拆机,3D
AX1800京东云无线宝无线路由器拆机,3D QQ好友和群
QQ好友和群 QQ空间
QQ空间 腾讯微博
腾讯微博 腾讯朋友
腾讯朋友 收藏
收藏 支持
支持 反对
反对

